Draw-down ratio DDR in a circular die such as a wire die is the ratio of the cross sectional area of the die orificeopening to the final extruded shape. The rheology-related phenomena that may cause problems in extrusion coating are neck-in NI and draw-down DD.
Fundamentals Of Extrusion Technology Wire Cable India
Plastic melt to the cross sectional area of the plastic in its final product form be it a tube hose or insulation on a core such as a wire or cable.

. Single extrusion head die which extrude the materials in the desired form. Guill Tool Engineerings Tips and Dies are manufactured with precision unmatched in the industry today. In extrusion there is always a machine direction and anisotropy shows up as MDTD difference or ratio in the final product in tensile strength elongation to yield andor modulus rigidity.
The first step is to find the extrusion ratio and the strain. A 1 π 10 2 4 785 cm 2 and A 2 π 8 2 4 502 cm 2 ε ln R ln 156 044. Processing conditions Drying Generally not necessary unless the material is exposed to the atmosphere for a long period of time.
The draw-down is the ability of the melt to be drawn to thin films without breaking. Up to 10 cash back Drawdown ratio. In absence of a pulling force on the profile the ratio Lambda should approach 1.
Simply provide these four values and calculate. Two important calculations involve the draw down ratio DDR and the draw ratio balance DRB. Almost equal to DDR.
In making sheet or cast film where the sheet width is nearly equal to the width of the die opening the ratio of the thickness of the die opening to that of the final sheet is sometimes spoken of as the drawdown ratio. In the near future I want to extrude Polypropylene and wondred if. But in practice the extrudate swell is smaller than the equilibrium value and some pulling is needed.
Extrusion Parameters Parameters include die angle a extrusion speed billet temperature and lubrication Extrusion ratio R A o A f typical values of 10 to 100 Circumscribing Diameter CCD for Aluminum 6 mm to 1 m for steel up to 015 m Shape factor PerimeterCCD Extrusion constant k Typical lengths 75 m. Profile draw-down ratio. This difference may be desirable in tear tapes or strapping but unwanted if it reduces impact strength or shrinks differentially when cooling.
I currently extrude PE on a single screw extruder and use a Draw Down Ratio of 2 for tube covers and 339 for tube linersIDs range approx 63mm to 254mm and avg wall thickness is 2mm. Plastic processing forums for extrusion information and advice and for other feed screw applications. The neck-in is less if the melt elasticity is high.
9 Frombrazil IN USA Registered. 2 45 DDR draw down ratio gap widththickness x BuR MD machine direction TD transverse direction LD ratio of screw. Draw down ratio DDR mean diameter of die gap divided by mean diameter of tubing.
Posted February 01 2008 1229 AM Does anyone have suggestions for draw-down ratios for small dia 125-1 fpvc. This should be 20 to 1 or less. The DDR is the ratio of the annular toolset exit area bushing ID area minus mandrel OD area divided by the final product area OD area minus ID area.
Draw down ratios of no greater than 151 is recommended. Another guide for setting uniformity and best repeatable references is the draw ratio balance DRB that aids in determining the minimum and maximum values that can be used for different plastics. Extent to which the plastic has been reduced in.
Tip and Die Calculator Calculate TipDie Extrusion Analysis The calculators below allow you to calculate DDR draw Down Ratio and DBR Draw Balance Ratios for a given Tip Outer Diameter OD Die Outer Diameter OD and finished product OD and ID Inner Diameter. Extrusion Tooling Tips Dies. In this case it can be dried in a dehumidifying drier.
Our extrusion calculator tools help you determine draw down ratio and visualize DDR from different tooling configurations convert feet per minute and pounds per hour and estimate savings and end product output when using. Drawing ratios larger than 1 result in smaller cross-section areas by a factor Lambda. Extrusion line should be equipped with an air hood located close to the die to take off vapors evaporating from melt leaving the die.
If deckles are used the internal flow channels should be streamlined so there is no stagnant TPU that would result in degradation. BUR blow up ratio. This can also be referred to as the area draw ratio ADR.
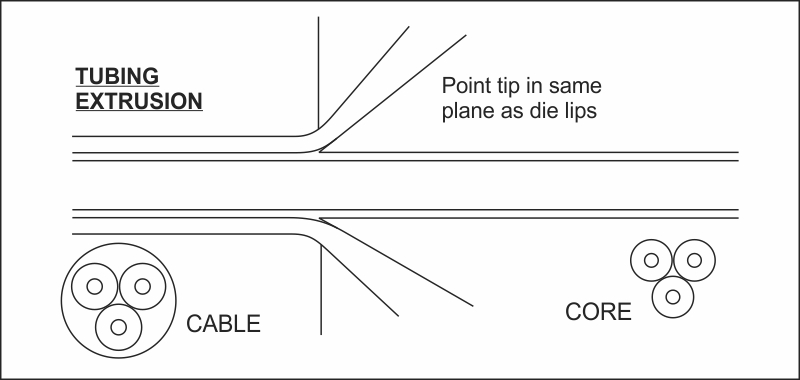
The layer thicknesses are. Tubing Double taper designs are preferred. To keep the drawdown to a minimum.
R A 1 A 2 D 1 2 D 2 2 100 64 156 N o t e. Specifically for viscous curtains they calculate the fol-lowing scaling 03 0 s V V Re 2 for fixed apparent contact angles exceeding 160. The neck-in is the reduction of the film width and may cause uncoated areas on the substrate.
Ing for the perpendicular extrusion angle Kistler and Scriven11 calculated apparent contact angles dependent on both Reynolds number and the drawdown ratio VsV0. Wall thickness ratio WTR die gap width divided by tubing wall thickness. CALCULATOR FOR TIP AND DIE This calculator allows you first to calculate a theoretical diameter for the tip and die based on factors DDR Draw Down Ratio and DRB Draw Ratio Balance on the left columnThen from these values and your actual disposable tooling you can deduct the DDR and the DRB you will practically use right column.
Guill extrusion tooling is built to accommodate a wide range of plastic materials while withstanding high output pressure. After using the Draw Down Calculator below you can Request a Quotation or contact Guill to discuss how. The high quality of our extrusion tooling enables your company to output the highest quality product.
Draw Down Ratio is the ratio of the cross sectional area of the extruded. Shawn8791 Senior Member. Draw Down Ratio - Plastic processing forums for extrusion information and advice and for other feed screw applications.
In extrusion of fiber spinning the ratio of the cross-sectional area of the die opening to that of the finished product.
2

Ldpe Blown Film Waxs As A Function Of Their Draw Down Ratio And Corres Download Scientific Diagram

Ldpe Blown Film Waxs As A Function Of Their Draw Down Ratio And Corres Download Scientific Diagram

Ldpe Blown Film Waxs As A Function Of Their Draw Down Ratio And Corres Download Scientific Diagram
The Effects Of Blow Up Ratio A And Draw Down Ratio B To The Download Scientific Diagram

Berechnung

Berechnung

Ldpe Blown Film Waxs As A Function Of Their Draw Down Ratio And Corres Download Scientific Diagram
0 comments
Post a Comment